2021-12-25
镀锌钢踏板关于生产工艺的要求
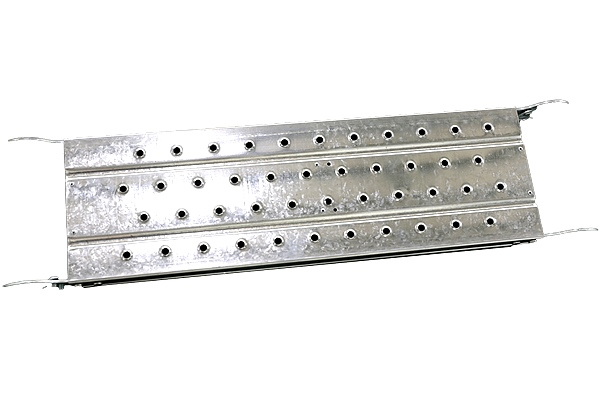
镀锌钢踏板(又称钢踏板、脚手板等。)是现在广泛使用于修建、动力、化工、造船等大型工程施工的脚手架跳板。它具有防火、防积沙、重量轻、耐腐蚀、耐碱、抗压强度高、外表凹凸孔、两侧工字规划等特点。钢跳板在修建工程旁边脚手架通道系统中的使用位置很高,信任咱们都很清楚,所以钢跳板的质量要严格控制,这也要求在生产过程中非常重视生产流程。
镀锌钢踏板的外形尺度长度不受限制,一般为240mm,250mm,高度分别为65mm,50mm,45mm。钢制跳板的外形尺度承诺过错:长度不能超越3mm,宽度不能超越2.0mm,高度不能超越1.0mm。
孔径(12mmx18mm),孔距(30.5mmx40mm),外表冲孔向外翻外翻2毫米、翻边高度1.5毫米。板面防滑孔的直径过错不该超越1.0毫米,圆孔的间隔过错不该超越2.0毫米,孔的翻边高度过错不该超越0.5毫米。
钢跳板曲折视点应坚持90°,过错不得超越2°。
钢跳板的板面应平整,板面的挠曲度不该超越5.0毫米。板面应选择安稳性好的三角形凹槽。与第三代热镀锌梯形凹槽相比,规划更加科学、抗压和安稳。
钢跳板四角翘曲过错:将钢跳板放在规范平面上,板四角任意角翘曲,不得超越5.0mm。
钢跳板折边处的内弧半径应小于4.0毫米。
钢跳板的板边等毛刺有必要锉平。
钢跳板不和每隔500~700毫米嵌入一个卡槽加固肋。钢跳板的加固肋间隔过错不该超越0.5毫米,端板尺度过错不该超越2.0毫米。
焊接要求:端板全焊,加强肋断焊,焊缝不小于2.0毫米,焊缝宽度不小于2.0毫米。加强肋接连焊接每个焊缝长度不小于10毫米,焊缝不小于10个。加强肋板选用点焊方法,焊点长度≥15毫米,焊点≥6个,焊缝高度≥2毫米。端板的焊接应≥7个焊点,尤其是两侧的加强焊接,焊接高度为技术要求3毫米。
钢跳板外表应除油除锈,再做除锈处理,要求涂底漆一度,面漆一度,每度漆膜厚度不小于25μm。
钢跳板应表上制造年、月、厂名及钢跳板编号等,包装出厂。
每批热镀锌钢板进厂须出具原材料陈说,或由检验组织出具检验陈说。
质检人员用目测检查外观和焊接要求。
质检人员使用钢卷尺和游标卡尺测量外观尺度。
质检人员使用水平仪检测板面的挠度。
钢跳板的使用已经成为国内外修建使用的新趋势,也是修建脚手架系统中的重要附件之一。其安全性能在脚手架施工过程中非常重要。因而,有必要严格控制其生产质量。
上一条: 如何防止镀锌钢踏板产生白锈
下一条: 脚手架扣件在使用时应该注意哪些问题